Hogar » Noticias » Cómo doblar el doblado en Z y el doblado en N en chapa
Cómo doblar el doblado en Z y el doblado en N en chapa
Vistas:919 Autor:Editor del sitio Hora de publicación: 2023-04-13 Origen:Sitio
Instrucción
Este artículo presenta cómo usar Presiona el freno para doblar formas en láminas de metal, principalmente las polillas son doblado en Z, doblado en N, doblado en O, doblado en U, doblado en L.Con los siguientes conocimientos, puede saber más sobre las diferentes formas de plegado, y sus técnicas de plegado y detalles técnicos, etc., que beneficiarán su trabajo de chapa.
¿Qué es la flexión Z?
Definición: Doblado de láminas de metal en forma de 'Z'.
¿Qué es la flexión N?
Definición: El proceso de doblar la misma superficie dos veces para formar una forma de 'N'.
Diferencias de flexión en Z y flexión en N en el principio de trabajo
La altura de flexión en Z debe ser mayor que la suma de la distancia al centro del borde de la ranura en V y el grosor del material, principio de funcionamiento como se muestra en la Figura-1:
Fórmula de cálculo: H > V ranura apotema + T
(Fingure-1)
N doblando el ángulo del primer paso de hasta 90 grados, el segundo paso según el ángulo para ajustar la distancia del tope trasero.
(Fingure-2)
Doblado en Z - Orientación técnica
1. Técnicas generales de plegado
1-1.Todos los ángulos son mayores de 90 grados.Primero doble la posición No.1 y luego doble la posición No.2, como se muestra en la Figura-3;
(Fingure-3)
1-2.Todos los ángulos son iguales a 90 grados.Como se muestra en la Figura-4, el primer paso para doblar el tipo 'L', el segundo paso para doblar 90 grados.
(Fingure-4)
Consejo:Si el molde bloquea la flexión en 'L' y no se puede completar, ajuste la primera curva a más de 90 grados y luego doble NO.2, finalmente use el punzón superior para presionar el No. 1.
1-3.Todos los ángulos miden menos de 90 grados.Primero doble el No. 1, luego doble el No. 2. Como se muestra en la Figura-5.
(Fingura-5)
Consejo: Si el doblez n.° 1 se bloquea con la herramienta de plegadora, deje que el primer pliegue n.° 1 tenga un ángulo superior a 90 grados, luego doble el n.° 2 y, finalmente, use el punzón superior hacia abajo para presionar la posición del n.°.1 y menos de 90 grados.
Conclusión:El método de flexión anterior, debe considerar completamente la relación entre la posición de la placa y el molde, cuando hay un bloque que no se puede doblar a la vez, ajuste el ángulo de flexión del primer paso a más de 90 grados y luego doble el segundo paso, y finalmente por el primer paso hasta la forma hasta completar.
2. Técnicas especiales de doblado
Definición: Además del procesamiento general de doblado en Z, no puede ser un doblado en Z completo que requiera un procesamiento especial.
Métodos principales:
2-1.Excentricización del troquel inferior para evitar el bloqueo del punzón superior durante el doblado;
2-2.Doblado con canal en V más pequeño para ampliar el espacio;
2-3.Elija el troquel inferior de molienda.
3. Técnicas alternativas de doblado
3-1.Procesamiento con troquel compensado.
3-2.Formado con troquel blando.
Doblado en N - Orientación técnica
Debido a que el doblado en N no es común en el procesamiento de láminas de metal, por lo tanto, este artículo presentará el método de procesamiento especial de doblado en N.
En caso de que Y tamaño N se doble como consecuencia de la interferencia con el punzón superior, realice el alisado a través del troquel del dobladillo.En caso de que la interferencia con el punzón superior parezca grave, después de colocar los puntos A, C y B, se forman formas a través de las matrices del dobladillo y el acolchado.
(Fingura-6)
Proceso mediante punzones y matrices de conformación.
(Fingura-7)
Doblado por arco (doblado en O)
Definición: utilizando moldeo por arco, generalmente adecuado para la fabricación de postes de lámparas y puede alcanzar hexágonos, octágonos, etc.
(Fingura-8)
La flexión de arco se divide principalmente en procesamiento de cuchillo de arco y procesamiento de modelo de arco;El tipo de cuchillo de arco se divide en: fijo y ajustable.
(Fingura-9)
Consejos:
1. Se recomienda utilizar un troquel inferior de 88° para doblar, lo que puede evitar el procesamiento insuficiente;
2. Al procesar un arco de 90 °, se debe seleccionar el radio de matriz inferior: 2 (R + T)
3. Mida el arco después de completar la flexión para evitar que el ángulo no esté en su lugar y necesite repetir la flexión.
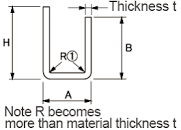
flexión en U
Definición: El doblado en U es una de las principales formas en el procesamiento de chapa, y también es la más utilizada en el mercado.Después del doblado en U, la hoja se procesa principalmente en canal de acero.
Los principales métodos de procesamiento son: doblado de varios pasos y doblado de formación.
1. Doblado en varios pasos: El doblado de 90° en dos pasos se realiza utilizando el troquel superior.Ventajas: bajo costo, no es necesario reemplazar el molde.Como se muestra en la Figura-10;
2. Formación: Usando el procesamiento de herramientas de formación de una sola vez.Ventaja: una vez formando, reduce el tiempo.Como se muestra en la Figura-11.
(Fingura-10) (Fingura-11)
flexión en L
Definición: El doblado se realiza una vez en la superficie de la lámina para darle forma de L.Los principales productos son ángulos o piezas de chapa, y la mayoría de los ángulos de flexión son de 90° o 45°.
Este método de doblado es la base del doblado en Z, la diferencia como se muestra en la Figura-12.
(Fingure-12)
Conclusión: Si quieres usar A Máquina de freno de prensa Para completar los métodos de doblado anteriores, o si tiene otros requisitos de doblado especiales, comparta sus ideas con nosotros, haremos arreglos para que los técnicos se comuniquen con usted lo antes posible y contáctenos en info@zfymachine o envíe una consulta directamente.